




OTL-60 Coffee Roaster
Full Circulation Industrial Roasting System - OTL 60kg Coffee Roaster
Overview
The OTL 60kg Coffee Roaster is a pinnacle of industrial coffee roasting technology. Designed with an advanced full-circulation airflow system, it offers unmatched efficiency, precision, and environmental responsibility. This model is engineered to meet the demands of large-scale production facilities while maintaining superior control over the roasting process.
Specifications
Capacity (Kg/hr): 120 - 240
Batch capacity (Kg/batch): 30 - 60
Burner Capacity (Kw): 200
Electricity Consumption (KWh): 17.5
Power Supply: 3PH 380 - 400V 50/60Hz
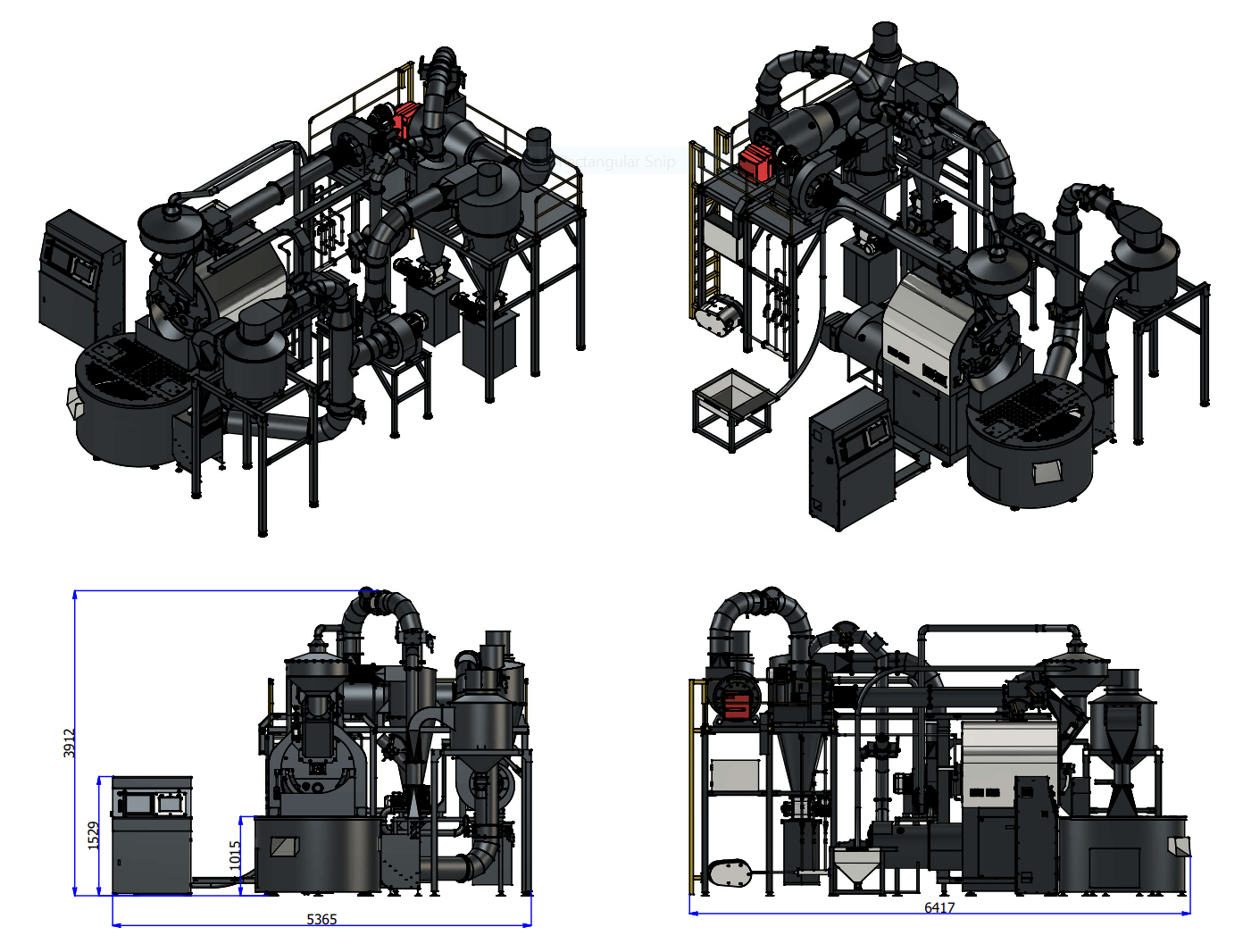
Dimensions (L x W x H, mm): 6500 x 5400 x 3900
Features:
Full Circulation Airflow System:
Utilizes a closed-loop system to minimize energy waste.
Ensures consistent heat distribution for uniform roasting.
Reduces environmental impact by recycling exhaust air.
Advanced Temperature Control:
Monitors seven critical points: Bean Temperature, Exhaust Temperature, Cooling Temperature, Burner Air Temperature, Chamber Temperature, Cyclone Temperature, and Afterburner Temperature.
Enables precise adjustments to optimize roast profiles.
High-Efficiency Afterburner:
Integrated afterburner ensures clean emissions.
Exceeds industry standards for environmental compliance.
Touchscreen Control Panel:
User-friendly interface with real-time data monitoring.
Programmable roasting profiles for consistent results across batches.
Robust Construction:
Made with high-grade materials to ensure durability.
Modular design simplifies maintenance and upgrades.







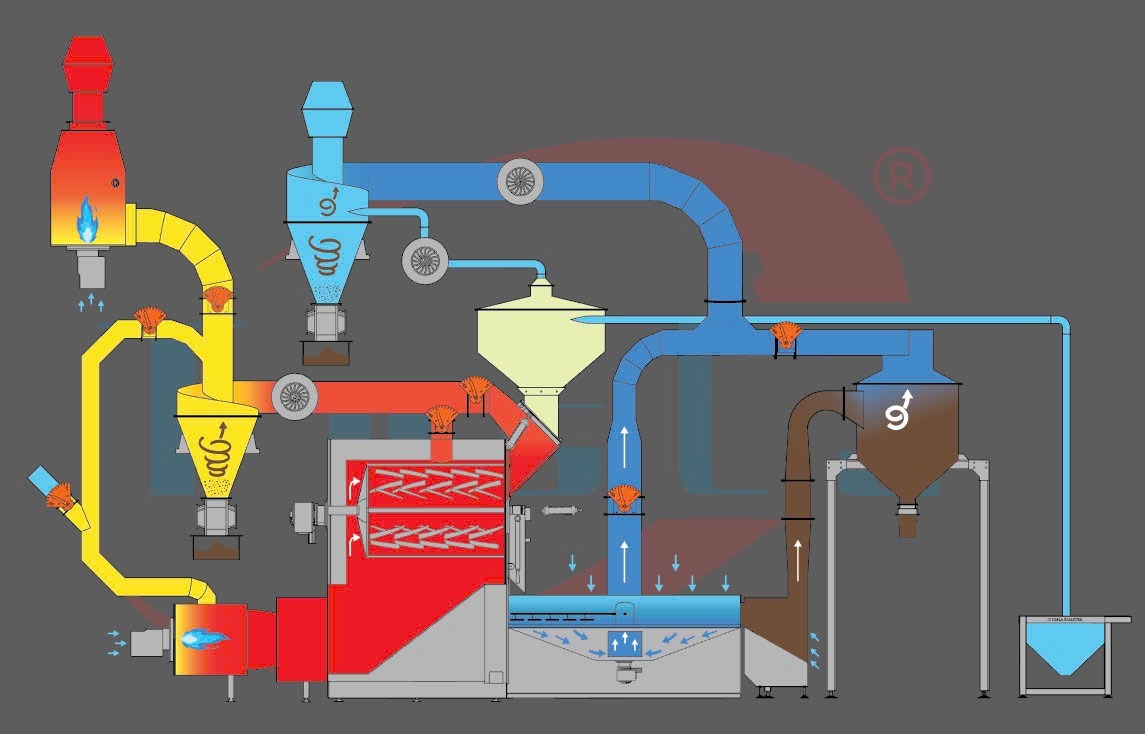
System Diagram Explanation:
Bean Temp: Tracks the coffee beans' core temperature for precision roasting.
Exhaust Temp: Manages airflow and ensures the system remains clean and efficient.
Cooling Temp: Rapidly cools roasted beans to preserve flavor and prevent over-roasting.
Burner Air Temp & Chamber Temp: Ensures optimal heat delivery and consistency.
Cyclone Temp: Collects chaff and ensures efficient air circulation.
Afterburner Temp: Final stage for cleaning exhaust gases and reducing pollutants.
Applications:
Ideal for industrial-scale coffee production facilities.
Suitable for roasters focusing on sustainable practices and high-quality output.
Benefits:
Reduces energy consumption by up to 30% with its innovative design.
Maintains product quality at scale with precise and consistent roasting.
Supports environmental goals with low emissions and energy-efficient technology.